- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

200-милиметровият SiC епитаксиален напредък на италианската LPE
2024-08-06
Въведение
SiC превъзхожда Si в много приложения поради превъзходните си електронни свойства като висока температурна стабилност, широка ширина на лентата, висока сила на пробивното електрическо поле и висока топлопроводимост. Днес наличието на тягови системи за електрически превозни средства се подобрява значително поради по-високите скорости на превключване, по-високите работни температури и по-ниското термично съпротивление на SiC металооксидни полупроводникови полеви транзистори (MOSFET). Пазарът на базирани на SiC захранващи устройства нарасна много бързо през последните няколко години; следователно търсенето на висококачествени, бездефектни и еднакви SiC материали се е увеличило.
През последните няколко десетилетия доставчиците на 4H-SiC субстрати успяха да увеличат диаметъра на пластините от 2 инча до 150 mm (поддържайки същото кристално качество). Днес основният размер на пластината за SiC устройства е 150 mm и за да се намалят производствените разходи за единица устройство, някои производители на устройства са в ранните етапи на създаване на 200 mm фабрики. За постигането на тази цел, в допълнение към необходимостта от налични в търговската мрежа 200 mm SiC пластини, способността за извършване на еднаква SiC епитаксия също е силно желана. Следователно, след получаване на качествени 200 mm SiC субстрати, следващото предизвикателство ще бъде извършването на висококачествен епитаксиален растеж върху тези субстрати. LPE е проектирал и изградил хоризонтален монокристален напълно автоматизиран CVD реактор с гореща стена (наречен PE1O8), оборудван с многозонова система за имплантиране, способна да обработва до 200 mm SiC субстрати. Тук докладваме неговата производителност при 150 mm 4H-SiC епитаксия, както и предварителни резултати при 200 mm epiwafers.
Резултати и дискусия
PE1O8 е напълно автоматизирана система от касета към касета, проектирана да обработва до 200 mm SiC пластини. Форматът може да се превключва между 150 и 200 мм, което минимизира времето за престой на инструмента. Намаляването на етапите на нагряване увеличава производителността, докато автоматизацията намалява труда и подобрява качеството и повторяемостта. За да се осигури ефективен и конкурентен по отношение на разходите процес на епитаксия, се съобщават три основни фактора: 1) бърз процес, 2) висока еднородност на дебелината и допинга, 3) минимизирано образуване на дефекти по време на процеса на епитаксия. В PE1O8 малката графитна маса и автоматизираната система за зареждане/разтоварване позволяват стандартен цикъл да бъде завършен за по-малко от 75 минути (стандартна рецепта за 10 μm диод на Шотки използва скорост на растеж от 30 μm/h). Автоматизираната система позволява товарене/разтоварване при високи температури. В резултат на това времето за нагряване и охлаждане е кратко, като същевременно се потиска етапът на печене. Такива идеални условия позволяват растежа на наистина нелегиран материал.
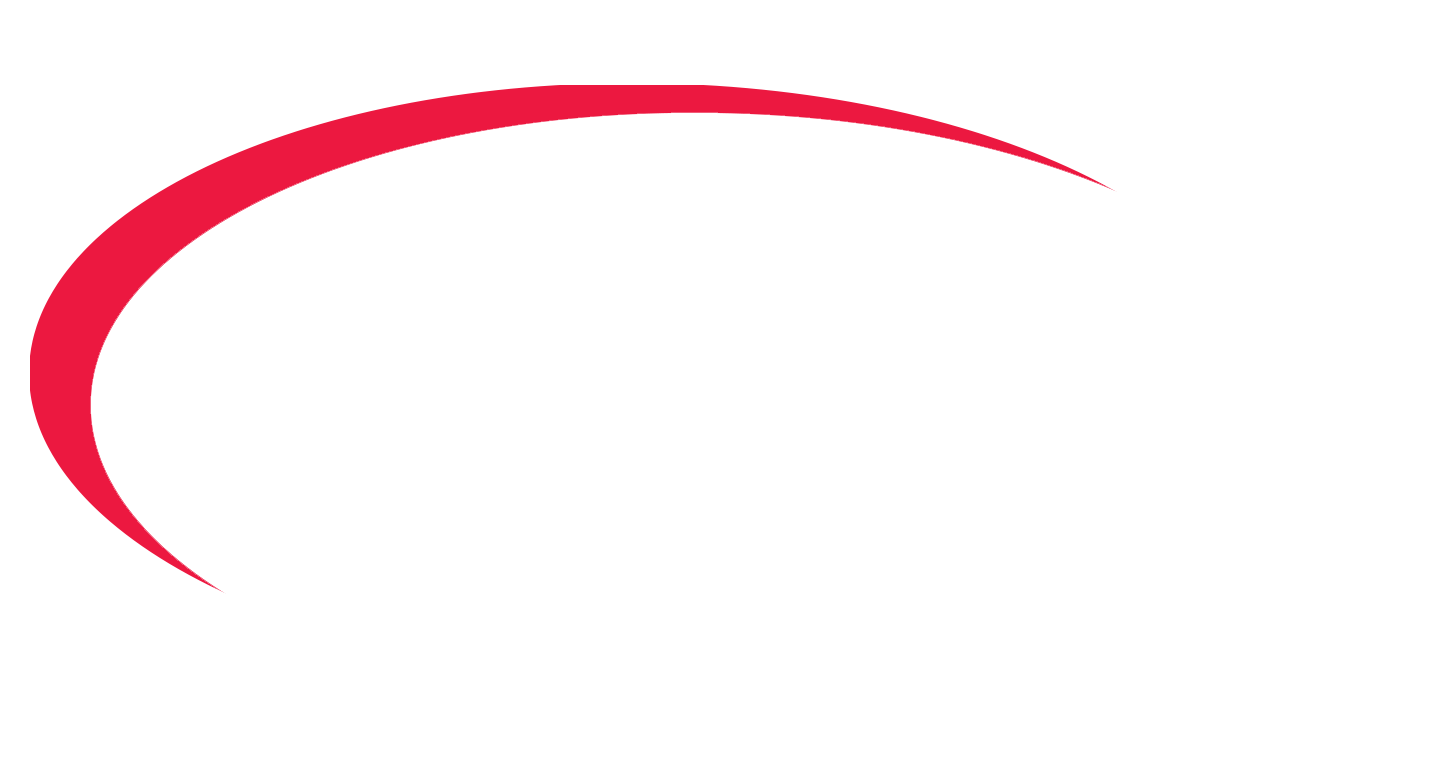
Компактността на оборудването и неговата триканална инжекционна система води до универсална система с висока производителност както при допиране, така и при еднородност на дебелината. Това беше извършено с помощта на симулации на изчислителна динамика на флуидите (CFD), за да се осигури сравним газов поток и еднородност на температурата за 150 mm и 200 mm субстратни формати. Както е показано на фигура 1, тази нова инжекционна система доставя газ равномерно в централната и страничните части на камерата за отлагане. Системата за смесване на газ дава възможност за промяна на локално разпределената газова химия, като допълнително разширява броя на регулируемите параметри на процеса за оптимизиране на епитаксиалния растеж.
Фигура 1 Симулирана величина на скоростта на газа (отгоре) и температурата на газа (отдолу) в процесната камера PE1O8 в равнина, разположена на 10 mm над субстрата.
Други функции включват подобрена система за въртене на газ, която използва алгоритъм за управление с обратна връзка за изглаждане на производителността и директно измерване на скоростта на въртене, и ново поколение PID за контрол на температурата. Параметри на процеса на епитаксия. Процес на епитаксиален растеж на n-тип 4H-SiC е разработен в прототипна камера. Трихлорсилан и етилен са използвани като прекурсори за силициеви и въглеродни атоми; H2 беше използван като газ носител, а азотът беше използван за n-тип допиране. Търговски 150 mm SiC субстрати със Si-лице и изследователски клас 200 mm SiC субстрати бяха използвани за отглеждане на 6,5 μm дебелина 1 × 1016 cm-3 n-легирани 4H-SiC епислоеви. Повърхността на субстрата беше ецвана in situ с помощта на поток от Н2 при повишена температура. След тази стъпка на ецване се отглежда n-тип буферен слой, като се използва ниска скорост на растеж и ниско съотношение C/Si, за да се подготви изглаждащ слой. Върху този буферен слой се отлага активен слой с висока скорост на растеж (30 μm/h), като се използва по-високо съотношение C/Si. След това разработеният процес беше прехвърлен в реактор PE1O8, инсталиран в шведското съоръжение на ST. Подобни параметри на процеса и разпределение на газа бяха използвани за проби от 150 mm и 200 mm. Фината настройка на параметрите на растеж беше отложена за бъдещи проучвания поради ограничения брой налични 200 mm субстрати.
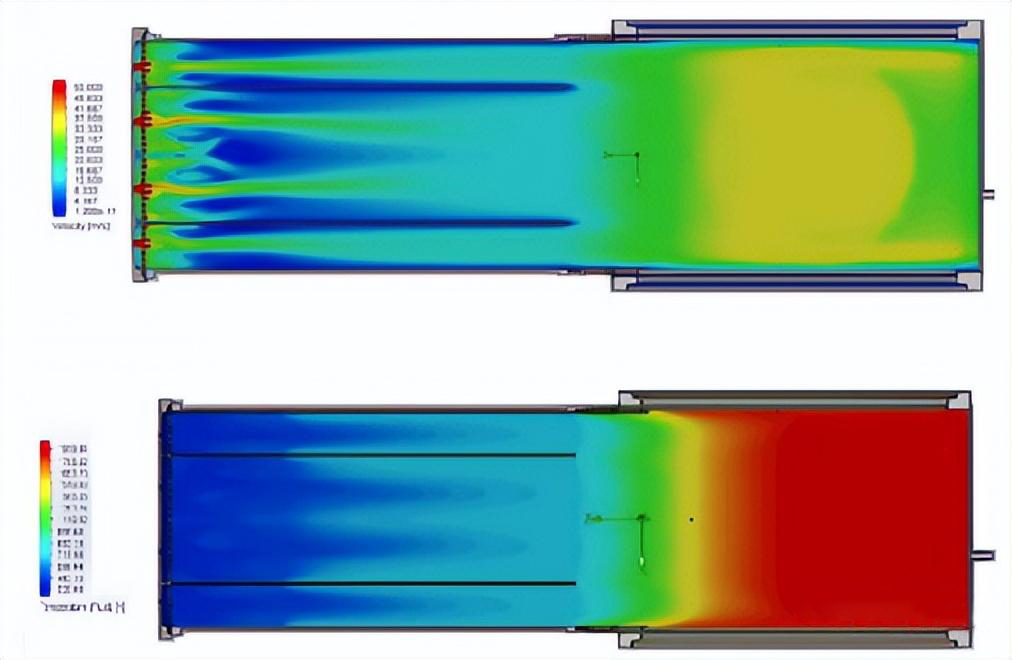
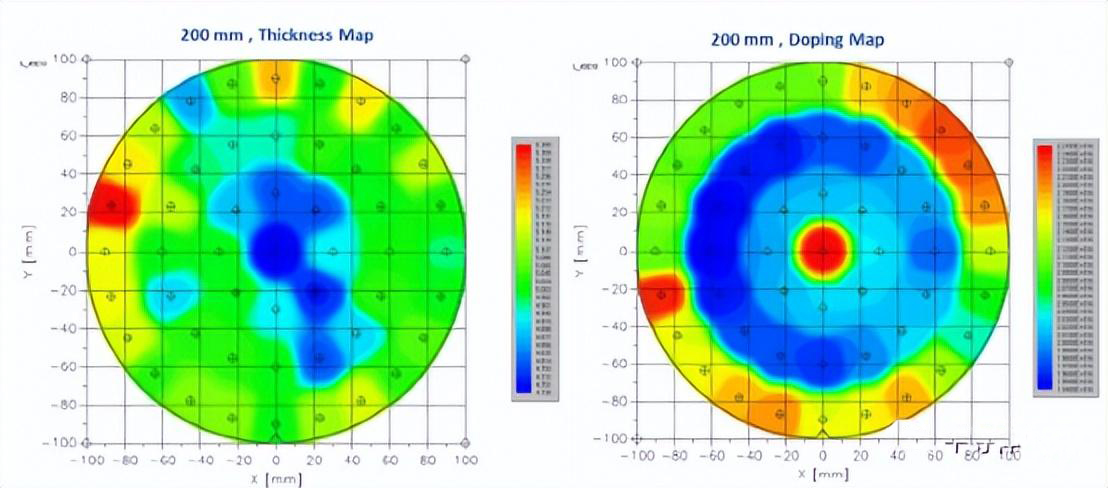
Видимата дебелина и ефективността на допинга на пробите бяха оценени съответно чрез FTIR и CV живачна сонда. Морфологията на повърхността е изследвана чрез микроскопия с диференциален интерферентен контраст на Номарски (NDIC) и плътността на дефектите на епислоевете е измерена от Candela. Предварителни резултати. Предварителните резултати от легирането и еднаквостта на дебелината на 150 mm и 200 mm епитаксиално отгледани проби, обработени в прототипната камера, са показани на Фигура 2. Епилаерите нарастват равномерно по повърхността на 150 mm и 200 mm субстрати, с вариации на дебелината (σ/средно ) толкова ниски като 0,4% и 1,4%, съответно, и вариации на допинг (σ-средно) толкова ниски като 1,1% и 5,6%. Стойностите на присъщия допинг бяха приблизително 1 × 1014 cm-3.
Фигура 2 Дебелина и профили на легиране на епипластини от 200 mm и 150 mm.
Повторяемостта на процеса беше изследвана чрез сравняване на вариациите от серия до серия, което води до вариации на дебелината до 0,7% и вариации на допинг до 3,1%. Както е показано на фигура 3, новите резултати от процеса на 200 mm са сравними с най-съвременните резултати, получени преди това на 150 mm от реактор PE1O6.
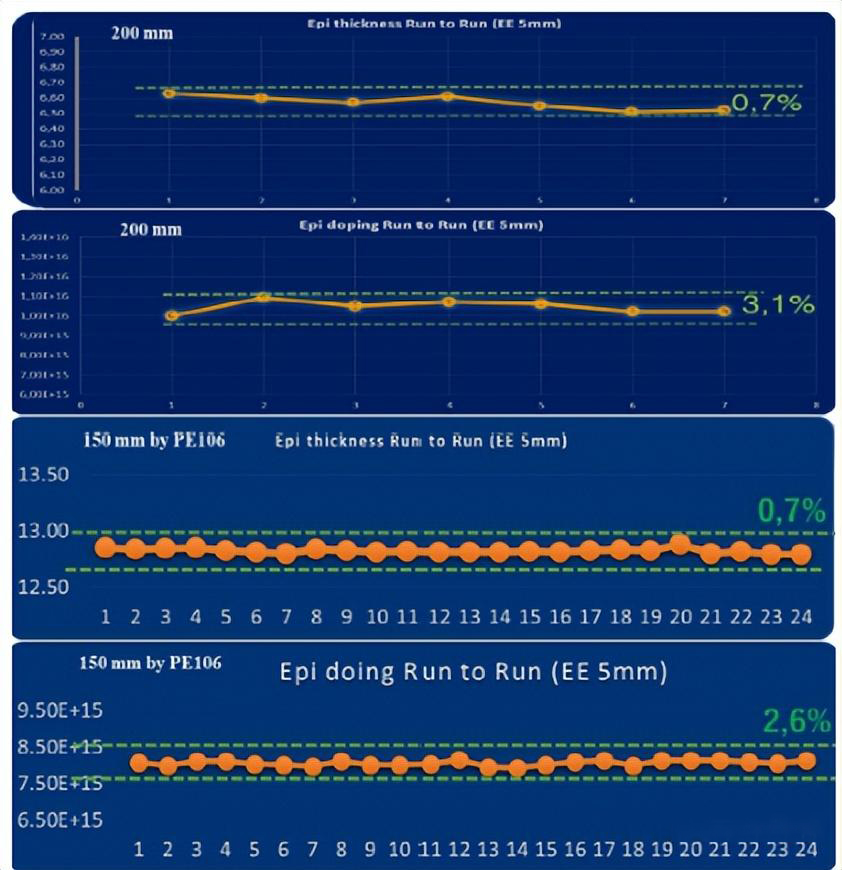
Фигура 3 Дебелина на слой по слой и равномерност на допинга на 200 mm проба, обработена от прототипна камера (отгоре), и най-съвременна 150 mm проба, произведена от PE1O6 (отдолу).
По отношение на повърхностната морфология на пробите, NDIC микроскопията потвърди гладка повърхност с грапавост под откриваемия диапазон на микроскопа. PE1O8 резултати. След това процесът се прехвърля в реактор PE1O8. Дебелината и равномерността на допиране на 200 mm епипластини са показани на Фигура 4. Епилаерите растат равномерно по протежение на повърхността на субстрата с вариации на дебелината и допинга (σ/средно) до 2,1% и 3,3%, съответно.
Фигура 4 Дебелина и профил на легиране на 200 mm епипластина в реактор PE1O8.
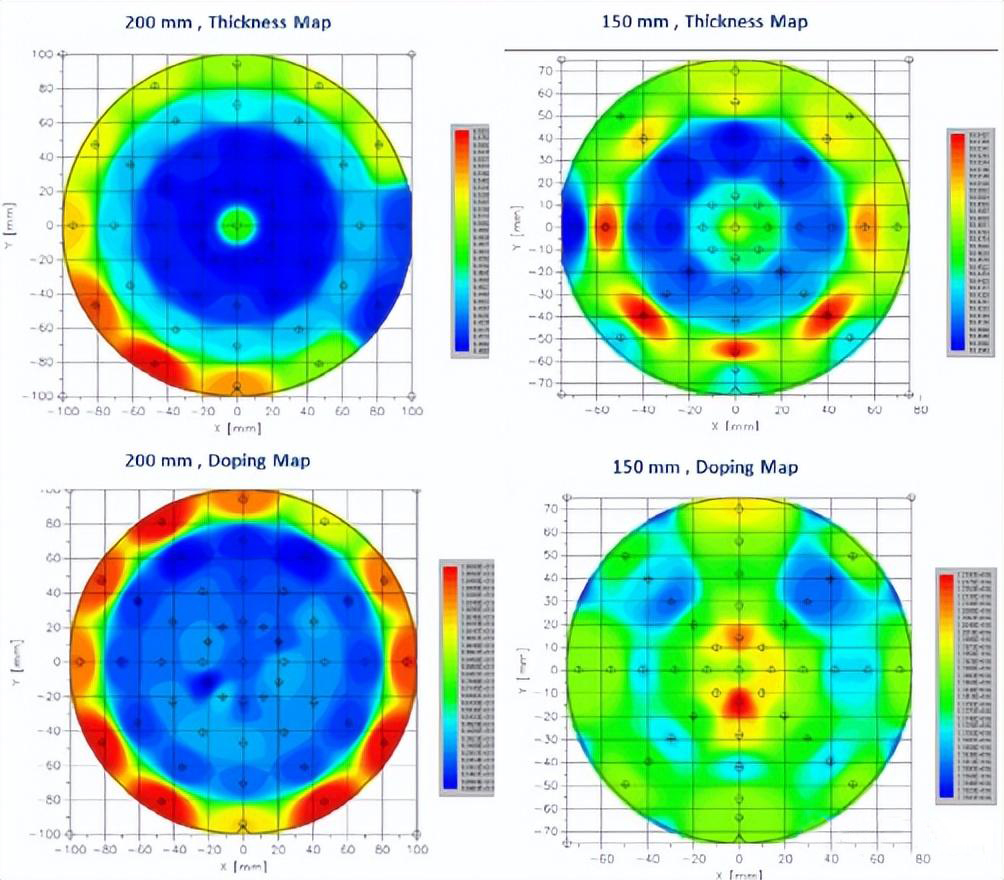
За изследване на плътността на дефектите на епитаксиално отгледани вафли беше използвана кандела. Както е показано на фигурата. Общата плътност на дефектите от 5 до 1,43 cm-2 и 3,06 cm-2 беше постигната съответно при 150 mm и 200 mm проби. Следователно общата налична площ (TUA) след епитаксия беше изчислена на 97% и 92% съответно за пробите от 150 mm и 200 mm. Струва си да се спомене, че тези резултати са постигнати само след няколко серии и могат да бъдат допълнително подобрени чрез фина настройка на параметрите на процеса.
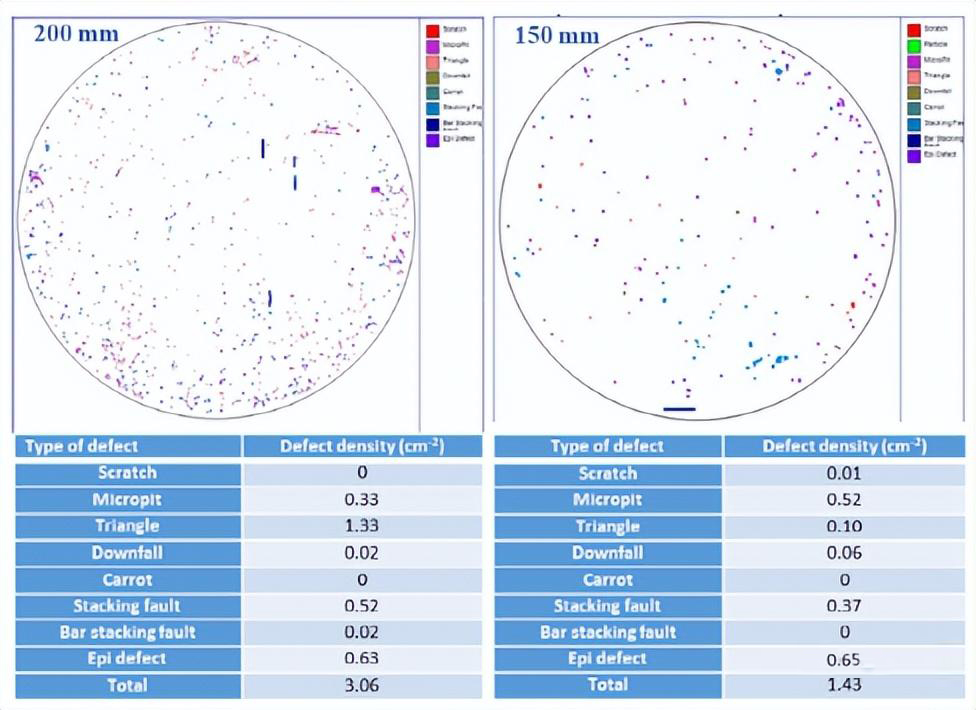
Фигура 5 Карти на дефекти на Candela на епипластини с дебелина 6 μm, 200 mm (вляво) и 150 mm (вдясно), отгледани с PE1O8.
Заключение
Тази статия представя новопроектирания CVD реактор с гореща стена PE1O8 и способността му да извършва равномерна 4H-SiC епитаксия върху 200 mm субстрати. Предварителните резултати за 200 mm са много обещаващи, с вариации на дебелината до 2,1% по повърхността на пробата и вариации на допинг ефективността до 3,3% по повърхността на пробата. TUA след епитаксия беше изчислено на 97% и 92% съответно за 150 mm и 200 mm проби и се предвижда TUA за 200 mm да се подобри в бъдеще с по-високо качество на субстрата. Като се има предвид, че резултатите от 200 mm субстрати, докладвани тук, се основават на няколко набора от тестове, ние вярваме, че ще бъде възможно допълнително да подобрим резултатите, които вече са близки до най-съвременните резултати при 150 mm проби, чрез фина настройка на параметрите на растежа.